
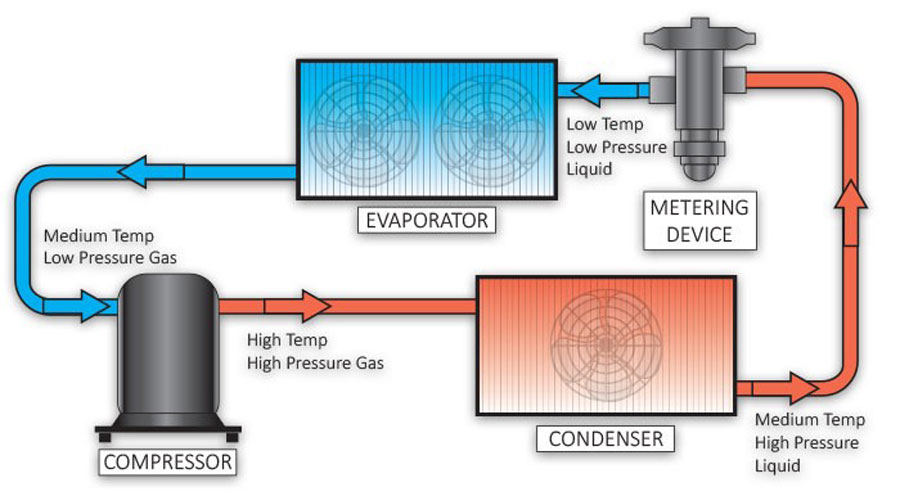
در این مقاله به عملکرد عملکرد کامل سیکل تبرید و شرایط تولید برودت توسط سیستم برودتی تراکمی خواهیم پرداخت ابتدا به عملکرد سیکل تبرید میپردازیم در سیکل تبرید ابتدا کمپرسور گاز مبرد در سیکل حرکت داده و فشار گاز را افزایش داده لذا گاز مبرد در کندانسور در دمایی که در دسترس است شروع به تقطیر و به مایع تبدیل میشود. و این مایع فشار بالا به شیر انبساط میرسد. شیر انبساط افت فشار شدید در مسیر مایع ایجاد کرده و لذا در اثر این کاهش فشار باعث کاهش دما نیز میشود در اثر این کاهش فشار مقداری از مبرد تبخیر شده و مخلوط گاز و مایع مبرد وارد اواپراتور می شود و در اواپراتور سیال خنک شونده، که آب یا هوا میباشد سرد میگردد.
نکات اصلی که در اینجا پوشش داده خواهند شد در شکل ارائه شده است موضوع اول تعریف دستگاه شیر انبساط است. انواع دستگاه های تنظیم در ادامه توضیح داده می شوند. سپس درباره اساس تئوری دستگاه های تنظیم بحث خواهیم نمود. هر کدام از انواع دستگاه های تنظیم و اصول حاکم بر کارکرد آن بررسی می شود و در انتهای این بخش یک امتحان کوتاه و بحث در مورد آموخته ها آورده شده است.
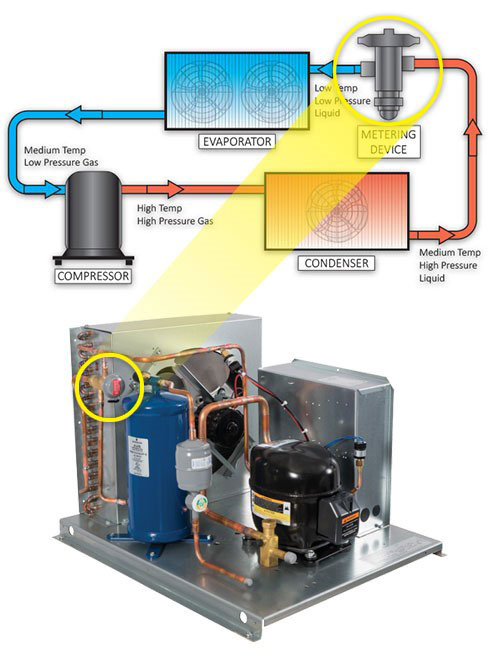
اگرچه فهمیدن دستگاه تنظیم مبرد در مشکل ترین موارد در اجزای چرخه تبرید است اما کارکرد اصلی آن بسیار ساده است. دستگاه تنظیم وسیله ای است که جریان مایع مبرد به اواپراتور را کنترل می کند. دستگاه تنظیم می تواند از نیروهای مختلف برای انجام عملکرد خود استفاده کند مانند دما یا فشار، با این وجود همواره وظیفه یکسانی دارد که عبارت است از تنظیم جریان مایع است.
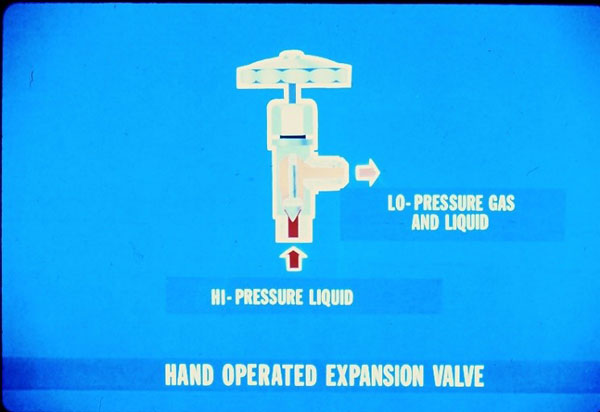
به منظور توضیح تئوری دستگاه تنظیم، در شکل مقابل یک دستگاه تنظیم ساده نمایش داده شده است. همانطور که از شکل بالا مشخص است این دستگاه چیزی جز یک شیر دستی که مایع مبرد را به اواپراتور تغذیه می کند نیست برای افزایش دبی مبرد به اواپراتور باید شیر را باز کرد و برای کاهش دبی مبرد به اواپراتور باید شیر را بست.
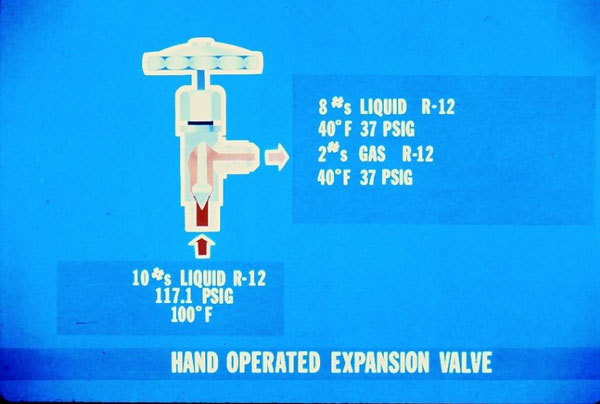
شکل بالا همان شکل قبلی است که مقادر واقعی دما و فشار مبرد به آن اضافه شده است هدف از ارئه این مقادیر شرح و توصیف یک پدیده هم مربوط به دستگاههای تنظیم است که عبارت است از “FLASH GAS ” 10 پوند از مبرد R12 در حال اشباع 1610.1PSIG و 100F وارد شیر انبساط می شود با عبور از شیر دمای مایع 60 درجه فارنهایتکاهش می یابد. همزمان با تغییر دمای مبرد گرما جذب می کند.این جذب گرما با تغییر یا جوشش قسمتی از خود مایع مبد صورت می پذیرد در این مثال 10 پوند مایع وارد و 8 پوند مایع و 2 پوند گاز خارج می شود در حقیقت %2.05 از مایع تبخیر می شود تا دمای باقیمانده مایع به دمای اواپراتور برسد. مایعی که تبخیر می شود ” FLASH GAS ” نامیده می شود. این پدیده در تمام دستگاه های تنظیم رخ می دهد اگرچه در کاربردهای مختلف تفاوت بسیار دارد.
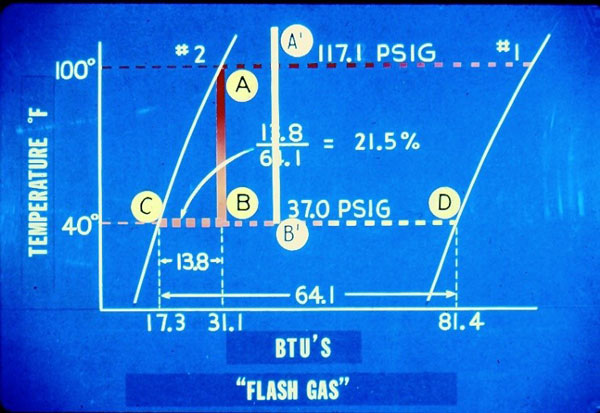
شکل بالا آنچه در حین عبور از دستگاه تنظیم برای مبرد اتفاق می افتد را نشان می دهد نمودار همان نمودار دما – حرارت است که تمام مناطق در سمت چپ خط #2 مبرد در حالت مایع را نمایش می دهد. مناطق بین خط 1 و 2 مخلوط گاز و مایع را نشان می دهند و سمت راست خط 1 شامل مبرد در حالت گاز است در این مثال مایع R12 در نقطه A وارد شیر انبساط می شود در فشارPSIG 117.1 و دمای 10 درجه فارنهایت با عبور از دستگاه تنظیم فشار به 37psig و دما به 40 درجه فارنهایت افت پیدا می کنند که با B مشخص شده است. نغییر دمای محسوس باقیمانده مایع تا 40 درجه فارنهایترا جبران کند. علاوه بر آن نمودار نشان می دهد که چرا مقدار 2/.5%،”FLASH GAS” در بخش قبل مورد استفاده قرار گرفت از آنجا خط 2 خط مایع اشباع است در نقطه c تمام مبرد در حالت مایع 40 درجه فارنهایت موجود است در این شرایط هر پوند از مبرد R12 حاوی 17.3BTU حرارت می باشد. از انجا که خط 1 خط بخار اشباع است در نقطه D بخار اشباع در دمای 40 درجه فارنهایت موجود است در این مبرد حاوی 81.4BTU حرارت به ازای هر پوند است در تمام کاربردهای عملی می توان گفت که در حین عبور مبرد از دستگاه تنظیم حرارت جذب یا دفع نمی شود در نتیجه از انجا که هر پوند مایع در هنگام ورود 31.1BTU حرارت دارد مبرد در هنگام خروج نیز باید حاوی 31.1BTU حرارت باشد.
کل حـــرارتی که مبرد در فاصله نقطه C تا نقطه D جذب می کند 64.1BTU است در شکل مشخص است که 13.8BTU (با خط CB نشان داده شده است) صرف سرد کردن باقیمانده مایع از دمای 100 درجه فارنهایت تا دمای 40 درجه فارنهایت شده است از روی شکل می توان دید که 138 تقسیم بر 64.1 مساوی21.5% است بنابراین 21.5% از مایع تبخیر شده است. در واقعیت مقداری اتلاف در حرارت مبرد وجود دارد، انتقال حرارت از شیر، لوله ها و اواپراتور و…. اما در تمام کاربردهای عملی مقدار آنقدر ناچیز است که از آن صرف نظر می کنم.
عوامل متعددی در سیستم برودتی می توانند باعث ایجاد FLASH GAS شوند اما در اینجا یکی از مهمترین آنها بررسی می شود شکل مقابل همان شکل قبلی است با این تفاوت که خط AB اضافه شده است این خط تاثیر افزایش نسبت تراکم FLASH GAS را نشان می دهد اگر فرض کنیم فشار سمت راست پایین ثابت باقی بماند نسبت تراکم با افزایش فشار کندانسور بیشتر شده است. خط CB مقدار FLASHGAS در نمودار قبلی را نشان می دهد خط CB مقدار جدید FLASHGAS در حالت نسبت تراکم بالاتر را نشان می دهد. این علت مهمی برای پایین نگاه داشتن نسبت تراکم تا حد امکان است.
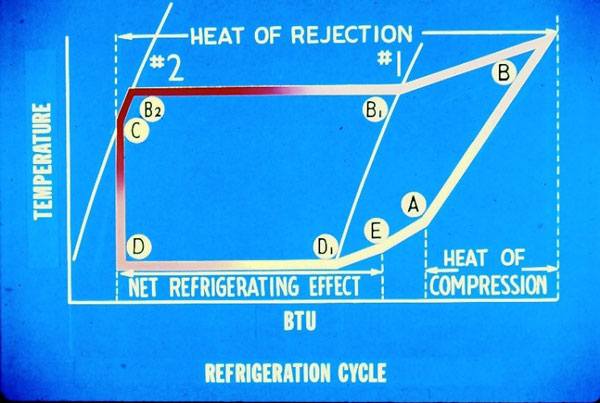
پس از بحث راجع به تئوری دستگاه های تنظیم، بحث در مورد تئوری چرخه تبرید کامل می شود چرخه تبرید شامل تراکم، چگالش، انبساط و تبخیر به طور کامل توضیح داده شد. شکل مقابل چرخه تبرید را در یک نمودار دما – حرارت نشان می دهد مانند شکلهای قبلی مناطق سمت چپ حالت مایع بین خطوط 1 و 2 مخلوط گاز مایع و مناطق سمت راست خط 1 مبرد در حالت گازی وجود دارد. بمنظور مرور مختصری به چرخه تبرید فرض کنید گاز در نقطه A وارد مکش کمپرسور می شود از A تا B گاز متراکم می شود توجه داشته باشید که تنها دما افزایش نمی یابد بلکه حرارت موجود در مبرد نیز افزوده می شود. حرارت در اثر کار انجام شده در کمپرسور اضافه می شود. حرارت در اثر کار انجام شده در کمپرسور اضافه می شود و به آن ” حرارت تراکمی ” گفته می شود از B تا B1، سوپر هیت گاز گرفته می شود و دمای آن به دمای بخار اشباع یا دمای کندانس می شرد. از B1 تا B2 گاز چگالش می یابد (کندانس). از B2 تا C مایع در کندانسور سابکول می شود گرمایی که از سیستم به خارج دفع می شود که به آن ” گرمای دفع شده ” می گویند.
از C تا D مایع از شیر انبساط عبور می کند، اگر چه تغییرات دما متناظر با فشار وجو دارد و تغییرات جزئی در حالت ساده پدید می آید مقدار حرارت موجود در مبرد ثابت باقی می ماند.
تعادل در چرخه با جذب گرما برقرار می شود از D تا D1 جذب گرما توسط مبرد در اواپراتور صورت می گیرد این گرما از نوع نهان در اثر تغییر حالت مبرد می باشد. از D1 تا E جذب گرما قبل از خروج از اواپراتور باعث سوپر هیت مبرد می شود گرمای جذب شده از D تا E اثر برودتی خالص نامیده می شود و در واقع همان کاری است که سیستم برودتی انجام می دهد.
از E تا A مقدار کمی گرما در خط مکش جذب می شود که باعث سوپر هیت اضافی می شود.
این چرخه پایه تمام سیستمهای تبرید تراکمی است، اگر فهمیده شود یک تحلیل جامع از هر دستگاه برودتی تراکمی قابل انجام است.
شکل مقابل شیر انبساط اتوماتیک را نشان می دهد این دستگاه تنظیم برای حفظ یک فشار ثابت در اواپراتور طراحی شده است. عامل اصلی که نیروی تنظیم از آن ناشی می شود فشار اواپراتور است. فشار اواپراتور نیرویی را به قسمت پایین دیافراگم اعمال می کند یک فنر قابل تنظیم نیرویی را به سطح بالای دیافراگم وارد می کند با افزایش فشار دو اواپراتور نیروی فشار بر نیروی فنر غلبه می کند و دیافراگم به سمت بالا حرکت می کند و شیر بسته می شود بر عکس با کاهش فشار اوپراتور نیروی فنر بر فشار غلبه می کند و شیر را باز می کند. شیر سعی می کند تا فشار اواپراتور را ثابت نگه دارد در نتیجه تلاش می کند که دمای تبخیر ثابتی را نیز حفظ کند نکته مهمی که در هنگام استفاده از این نوع شیر باید در نظر داشت عملکرد معکوس شیر در مقابل تغییرات بار است با افزایش فشار اواپراتور طبیعتاً جریان مبرد مایع به اواپراتور باید زیاد شود در مورد شیر انبساط اتوماتیک افزایش فشار شیر را خواهد بست با بسته شدن شیر در هنگام افزایش بار جریان مبرد به جای افزایش قطع خواهد شد این موضوع به این معنی است که این نوع شیر در جایی باید استفاده شود که بار نسبتاً ثابت است این نوع شیر را می توان در یخچال خانگی و آبسردکن کوچک مشاهده نمود.
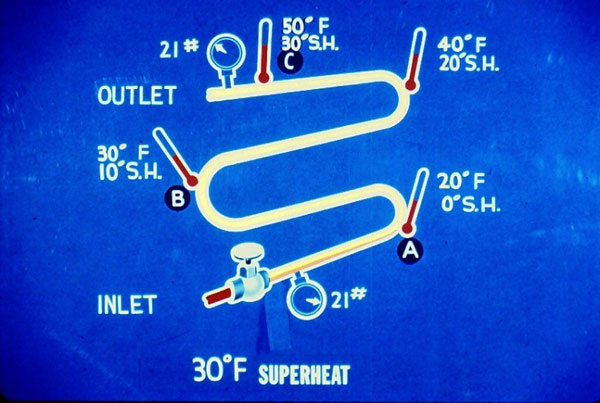
قبل از اینکه شیر انبساط ترموستاتیک را بررسی کنیم باید بحث کوتاهی در مورد سوپرهیت داشته باشیم شکل یک اواپراتور لوله ای ساده را بهمراه یک شیر دستی نشان می دهد فرض کنیم در لوله افت فشار نداریم پس فشار در اواپراتور ثابت است اگر شیر کمی باز شود مقدار کمی مبرد وارد اواپراتور می شود گرما از طریق لوله به مبرد خواهد رسید و انرا تبخیر می کند اگر مبرد فقط در مقدار کم وارد شده باشد در یک نقطه مثل A کاملاً تبخیر خواهد شد در این مثال فرض خواهیم کرد فشار 21psig باشد دمای اشباع در این فشار 20f است. از نقطه A به بعد تنها گاز داریم و هر جذب گرما باعث سوپر هیت خواهد شد سوپر هیت تفاوت بین دمای واقعی گاز و دمای اشباع گاز است دمای اشباع دمای تبخیر مبرد در یک فشار معین است در B دمای گاز 30 درجه فارنهایت است پس 10 درجه فارنهایت سوپر هیت داریم. در اخرین خم لوله دما 40 درجه فارنهایتاست و سوپر هیت برابر 20 درجه فارنهایت خواهد بود در C اختلاف دما بین دمای واقعی 50 درجه فارنهایتو دمای اشباع 20 درجه فارنهایت، برابر با 30 درجه فارنهایت سوپر هیت است.
وقتی شیر بیشتر باز می شود دبی مبرد زیاد می شود و نقطه ای که آخرین قطره مایع بخار می شود به نقطه B منتقل می شود. سطح کمتر که برای سوپر هیت شدن باقی مانده است باعث کم شدن سوپر هیت گاز خروجی خواهد شد در این مثال گاز با دمای 40 درجه فازینهایت خارج می شود که به معنی 20 درجه فارنهایت سوپر هیت است.
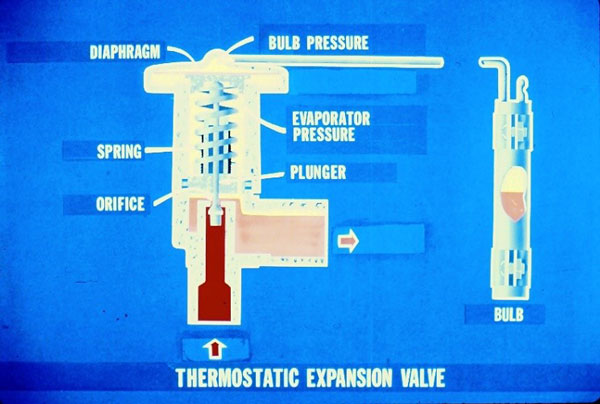
بدون تردید متداول ترین دستگاه تنظیم، شیر انبساط ترموستاتیک است. این شیر جریان تبرید را با حفظ یک سوپرهیت تقریباً ثابت در خروجی اواپراتور تنظیم می کند اگر به این نوع شیر بیشترین کاربرد را دارد، با این حال در میان دستگاههای تنظیم فهمیدن آن مشکلتر از سایر انواع است. شکل مقابل یک برش از شیر انبساط ترموستاتیک است که اجزای اصلی مشخص شده اند. نیروی محرکه برروی پلانچر در شکل مورد تائید قرار گرفته است. نیروها عبارتند از نیروی فشاری فنر و فشار اواپراتور بر سطح پایین دیافراگم و فشار بالب (حباب) بر سطح بالای دیافراگم، فشار اواپراتور از راه یک دریچه داخلی به سطح پایین دیافراگم می رسد به این نوع از شیر ” شیر متعادل شده داخلی ” می گویند.
شکل بالا یک نمای شماتیک از شیر انبساط ترموستاتیک است. از دوباره اینجا سه نیرو مورد تاکید قرار گرفته اند. فشار حباب در بالای دیافراگم و فشار فنر و اواپراتور در پایین دیافراگم. وقتی فشار حباب از مجموع فشار فنر و اواپراتور بیشتر باشد پلانجر به سمت پایین هل داده می شود و مجرا باز می شود. وقتی فشار حباب کمتر از مجموع فشارهای فنر و اواپراتور باشد پلانجر به سمت بالا هل داده می شود و مجرا را خواهد بست.
شکل مقابل تصویر شیر انبساط ترموستاتیک که دما و فشار نیز به آن اضافه شده است را نشان می دهد. در این مثال سوپر هیت شیر بر روی 15 درجه فارنهایت تنظیم شده باشد و فشار بالای دیافراگم برابر مجموع فشارهای پایین دیافراگم باشد به عبارت دیگر فشار فنر به اضافه فشار اواپراتور برابر فشار حباب هستند. در این مثال مبرد R12 استفاده شده است فشاری که فشار سنج نشان می دهد 37BSIG است.
اگر از افت فشار صرفنظر کنیم، این همان مقداری است که به پایین دیافراگم اعمال می شود که برابر 9.7 پوند است، کل فشاری که به سطح پایین دیافراگم وارد می شود برابر 467=37+9.7 پوند است.
گاز خروجی از اواپراتور 10 درجه فارنهایتسوپرهیت دارد، این مقدار نشان می دهد دمای گاز در انتهای اواپراتور 15 درجه فارنهایتبیشتر از دمای اشباع در فشار اواپراتور است. فشار اواپراتور 37PSIG است که متناظر با دمای 40 درجه فارنهایتاست. از آنجا که گاز 10 درجه فارنهایت سوپر هیت دارد، دما در انتهای اواپراتور برابر است با 40 درجه فارنهایت به اضافه 10 درجه فارنهایت یعنی 50 درجه فارنهایت که توسط دماسنج در شکل اندازه گیری شده است. بنابراین دمای حباب برابر 50 درجه فارنهایت است اگر درون حباب مایع R12 موجود باشد در این دما فشار برابر 46.7PSIG است. این فشار از طریق لوله موئی به قسمت بالای دیافراگم اعمال می شود. فشار بالا و پایین دیافراگم برابر است و شیر در حالت متعادل مقدار باقی از مبرد را به اواپراتور می فرستد. اگر تغییری در نرخ انتقال حرارت به اواپراتور رخ ندهد، شیر همچنان در این وضعیت باقی خواهد ماند.
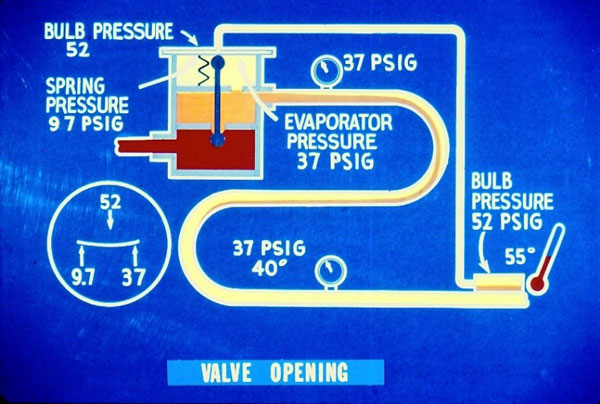
شکل بالا تاثیر افزایش بار یا نرخ انتقال حرارت در اواپراتور را نمایش می دهد وقتی بار افزایش پیدا می کند نرخ تبخیر افزایش می یابد و تمام مبرد مایع در فشار پایین خیلی سریعتر بخار می شود. به این ترتیب در نتیجه افزایش سطح موجود کویل برای سوپرهیت، سوپرهیت افزایش می یابد. دمای گاز خروجی از کویل، طبق شکل به 55 درجه فارنهایت می رسد. اگر فشار اواپراتور همان 37PSIG باقی بماند دمای اشباع متناظر با آن هنوز 40 درجه فارنهایت خواهد بود در این حالت سوپرهیت برابر است با 55 درجه فارنهایت منهای 40 درجه فارنهایتیا برابر 15 درجه فارنهایت، در نتیجه فشار حباب برابر 52PSIGH خواهد بود، یعنی فشار متناظر با 55 درجه فارنهایت فشار در بالای دیافراگم از مجموع فشارها در (91+37) برابر 46.7 پایین آن بیشتر خواهد شد.
به این ترتیب همانطور که از شکل مشخص است دیافراگم به سمت پایین حرکت می کند و شیر بازتر می شود تا مبرد بیشتری به اواپراتور وارد شود و پاسخگویی بار حرارتی باشد.
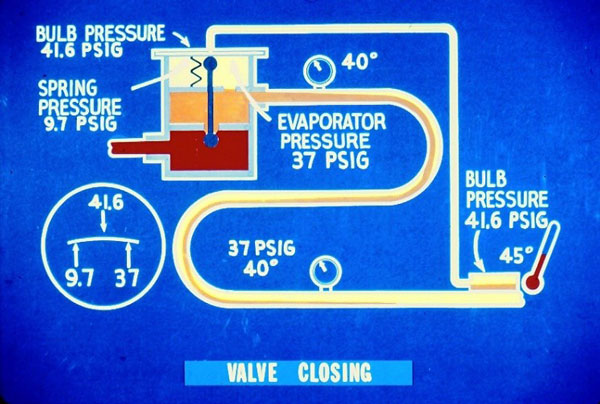
این شکل تاثیر کاهش بار بر اواپراتور را نشان می دهد با کاهش بار دیگر مبرد به سرعت قبل تبخیر نمی شود و نقطه ای که تمام مایع بخار شده باشد به سمت انتهای کویل حرکت می کند. این موضوع نشان دهنده این است که سطح کمتری از کویل برای سوپرهیت قابل استفاده است. دماسنج در شکل دمای گاز خروجی از اواپراتور را به 45 درجه فارنهایت نشان می دهد.
سوپرهیت در این وضعیت برابر است با 45 درجه فارنهایت منهای 40 درجه فارنهایت یا 5 درجه فارنهایت. مایع درون حباب فشاری برابر 41.6PSIG خواهد داشت یعنی فشار متناظر با دمای 45 درجه فارنهایت فشار به بالای دیافراگم منتقل می شود که مقدار ان از مجموع فشارها بر پایین دیافراگم (خواهد داشت یعنی فشار متناظر با دمای 45 درجه فارنهایت فشار به بالای دیافراگم منتقل می شود که مقدار ان از مجموع فشارها بر پایین دیافراگم (37+9.7=46.7PSIG) کمتر است. در نتیجه همانطور که از شکل مشخص است دیافراگم به سمت بالا می رود و با بسته شدن شیر جریان مبرد به اواپراتور کاهش می یابد.
یک عامل موثر دیگر که در مطالعه شیر انبساط ترموستاتیک باید بررسی شود افت فشار کویل است در شکل حالت تعادل با سوپر هیت 10 درجه فارنهایت نمایش داده شده است، فشار در انتهای کویل 37PSIG و فشار در حباب 46.7PSIG است برای حفظ تعادل فنر باید بر 9.7 تنظیم گردد.
در این مثال فرض شده که کویل 10PSIG افت فشار دارد، اگر فرض کنیم ظرفیت کمپرسور تغییر نکند فشار در ورودی کویل باید 47PSIG باشد.در این وضعیت فشاری برای 47 به اضافه 9.7، 56.7 به سطح پایین دیافراگم اعمال می شود همانطور که از شکل مشخص است که شیر بسته می شود و سوپرهیت زیاد می شود.
شکل مقابل مشابه قبل است با این تفاوت که شیر انبساط ترموستاتیک به وضع تعادل رسیده است همانطور که قبلاً گفته شد فشار به سطح پایین دیافراگم برابر 56.7PSIG = (47+9.7 (است برای حفظ تعادل فشار در حباب هم برابر 56.7PSIG باشد برای ایجاد این فشار دمای اشباع حباب باید 59 درجه فارنهایت باشد و دمای خروجی کویل 40 درجه فارنهایت باشد (متناظر با 37PSIG) سوپر هیت 19 درجه فارنهایت خواهد شد. این سوپر هیت بالا باعث تشنه ماندن اواپراتور می شود همانطور که از شکل مشخص است سطح زیادی از کویل برای سوپر هیت کردن گاز هدر رفته است.
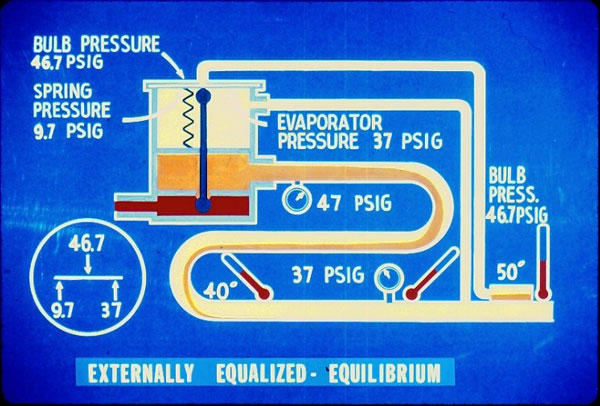
برای جبران افت فشار اواپراتور می توان از شیر متعادل شده خارجی استفاده نمود در این شیر متعادل سازی داخلی حذف می شود و فشار پایین دیافراگم از انتهای کویل و در نزدیکی حباب حرارتی گرفته می شود تمام شرایط مشابه قبل است به جز فشار اواپراتور در پایین دیافراگم که به 37PSIG کاهش یافته است در نتیجه این تغییر فشار در پایین دیافراگم برابر است با 9.7+37 یا 46.7PSIG. با فشار 46.7PSIG با ایجاد تعادل شیر با سوپر هیت 10 درجه فارنهایت خواهد کرد.
تا آنجایی که به شیر انبساط مربوط می شود افت فشار در کویل صرفنظر می شود شیر انبساط متعادل شده خارجی فشار کارکرد را از جایی می خواند که سوپرهیت کویل اندازه گیری می شود و کاملاً از فشار ورودی به کویل است. هرجایی که افت فشار در حد چند پوند باشد باید از شیر انبساط ترموستاتیک که متعادل شده خرجی استفاده کرد.
در حال حاظر شیر انبساط در صنعت تبرید گسترده گی فراروان دارد در حال حاظر شیر انبساط الکترونیکی بسیار گسترده مورد استفاده قرار میگیرد. همچنین استفاده از لوله مویین در یخچال ها و کولر گازی کاربرد فراوان دارد. شاید بتوان گفت اصلی ترین رکن یک سیکل تبرید تراکمی عملکرد موثر شیر انبساط آن میباشد.