

در این مقاله به بررسی جوشکاری چیلر و سردخانه پرداخته و انواع جوشکاری بررسی و نحوه صحیح جوشکاری می پردازیم.
جوشکاری چیلر و سردخانه ها به چه صورت است
جوشکاری به عمل ذوب کردن و اتصال دو فلز هم جنس به یکدیگر بدون اینکه در ناحیه اتصال هیچ گونه تغییر خواص داشته باشیم، عمل جوشکاری نامیده میشود. برای ذوب کردن دو فلز در ناحیه اتصال باید دمای آن در منطقه جوشکاری تا حد ذوب بالا ببریم.
جهت بالا بردن دما روش های مختلفی با توجه به منبع تولید این انرژی وجود دارد که بر اساس آن روش های جوشکاری لوله تعریف میگردد. در چیلر های تراکمی و سردخانه ها در تعمیر چیلر و تعمیر سردخانه ها نیز باید از جوشکاری استفاده نمود.
در سردخانه ها و چیلر از لوله کشی مسی استفاده میگردد. در انواع مبدلهای حرارتی در چیلرها تراکمی از قبیل چیلر آب خنک و چیلرتراکمی هواخنک از فلز مس استفاده میکنیم. در لوله کشی های آب متصل به انواع چیلرهای جذبی از جوشکاری لوله های آهنی استفاده میکنیم.
اهمیت جوشکاری صحیح در صنعت سرمایش و تهویه مطبوع بر هیچ کس پوشیده نیست. بنابراین، صاحبان صنایع و تولید کننده های چیلر باید تلاش زیادی را برای آموزش پرسنل خود به کار گیرند تا تکنسین ها و جوشکارانی با صلاحیت داشته باشند.
یک جوشکار خبره به تجربه شغلی مشخصی نیاز دارد. جوشکاران باید گواهینامه صلاحیت کار داشته باشند. استاندارد بین المللی ISO 13585-2012، شرایط گواهینامه جوشکاران را تعریف کرده و شرایط معیارهای آزمون، فرایندهای بازرسی و دامنه کاری هر یک از دارندگان گواهینامه جوشکاری را مشخص میکند.

یکی از مشکلات و سرویس چیلر ها بررسی وجود نشتی و تخلیه گاز مبرد از چیلر تراکمی میباشد. نشتی از قسمت جوشکاری چیلر و سردخانه یکی از ایرادات متداول در چیلر ها و سردخانه ها و کولرهای گازی میباشد.
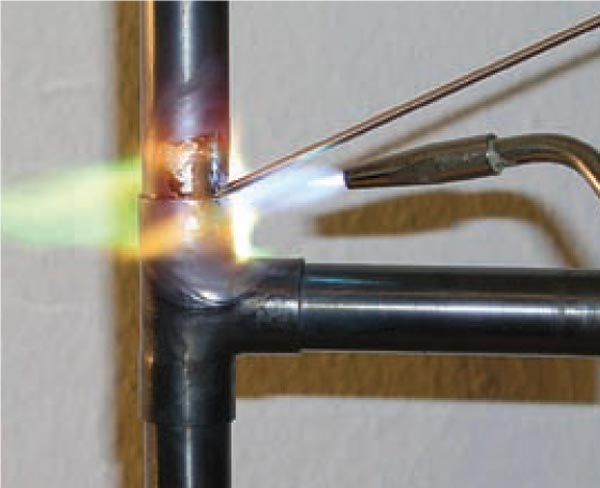
جهت نشت یابی چیلر و رفع ایراد باید ابتدا جوشکاری لوله ای مسی صورت پذیرد. جوشکاری لوله های مسی به وسیله جوشکاری گاز یا استیلن و همچنین اکسی سوخت انجام میگیرد. مخلوط گاز استیلن و اکسیژن گرما تولید میکند.
اکسیژن و استیلن در سیلندر های جداگانه از طریق رگلاتور و شلنگ به پیک مشعل می رسند. مقدار گازها از طریق شیر دستی کنترل می شود و قبل از اشتعال با هم ترکیب می شوند.
در سیستم های تبرید از این نوع جوشکاری استفاده می کنند. این جوشکاری احتیاج به دمای بالاتری دارد به وسیله سیم جوش نقره با درمعرض حرارت قرار گرفتن باعث ذوب سیم لحیم شده و توسط نیروی مویینگی بین دو سطح داغ فلز کشیده می شود.
جوشکاری کاربید یا استیلن
جهت ایجاد احتراق با دمای مناسب از گاز استیلن با فرمول شیمیایی C2H2 استفاده میشود. هنگامی که بر روی سنگ کاربید آب ریخته شود گار استیلن از آن متصاعد میشود برای استفاده بهتر از این گاز آن را درون کپسول های مخصوصی شارژ و نگهداری میکنند.
CaCO3 + 2H2O ===► C2H2 + Ca(OH)2
از جمله ویژگی های این گاز مقرون به صرفه بودن، آسان و در دسترس بودن، تولید حرارت زیاد و ترکیب راحت آن با اکسیژن میباشد. رنگ این کپسول زرد و ضخامت ورق آن 5 میلیمتر و حجم داخلی آن 40 لیتر در آن جای میگیرد و ارتفاع آن از کپسول اکسیژن کوتاه تر است.
گاز استیلن در صورت شارژ به صورت تراکم بالا سبب انفجار میگردد لذا جهت جلوگیری از این امر فضای داخل کپسول را با چوب پنبه هندی و ماده استون پر میکنند. گاز استیلن در استون حل شده و از بالارفتن تراکم فشار و انفجار جلوگیری میکند.
حداکثر مقدار گازی که درون کپسول جای میگیرد 6000 لیتر میباشد. هنگام شارژ کپسول در کارخاه فشار دورن کپسول حداکثر 150 اتمسفر است و فشار آن در حالت کارکرد معمولا از 0.2 الی 0.7 متغیر میباشد. حداکثر میزان حرارتی این گاز در ترکیب با اکسیژن ایجاد نماید 3200 درجه سانتی گراد میباشد
گاز اکسیژن
این گاز بی رنگ و بی بو و به تنهایی قابل اشتعال نمیباشد. گاز اکسیژن در ترکیب با گازهای دیگر از جمله هیدور کربن ها، شروع به سوختن میکند. فرمول شیمیایی آن O2 و منبع آن هوای محیط میباشد. اکسیژن در جوشکاری به صورت خالص در کپسول آبی خاکستری و بلند تر از کپسول استیلن بوده و ارتفاع آن 180 سانتی متر و ضخامت 8.75 میلی متر میباشد. حجم داخلی سیلندر اکسیژن 40 لیتر میباشد میباشد. حداکثر فشار شارژ 15 اتمسفر و فشار گاز 2.5 الی 7 بار است. در کارکرد با کپسول اکسیژن هرگز مواد روغنی یا دست چرب به کپسول اکسیژن نزدیک شود زیرا باعث تجزیه اکسیژن سبب انفجار میشود.
جهت کنترل فشار گاز خروجی توسط دستگاهی به نام رگلاتور یا مانومتر این عمل انجام می گیرد. مانومتر بروی سیلندر گاز و اکسیژن قرار میگیرد. گیج اول آن فشار گاز شارژ شده در کپسول را نمایش میدهد و گیج دوم آن فشار گاز خروجی را مشخص میکند. برروی هر سیلندر این عمل صدق میکند. میزان فشار گاز خروجی توسط پیچ یا شیر تنظیم که در زیر رگلاتور قرار دارد انجام پذیرفته است.بستگی به نوع شعله و موارد مصرف میزان فشار میتواند اندکی تغییر میکند.
مشعل و سرپیک
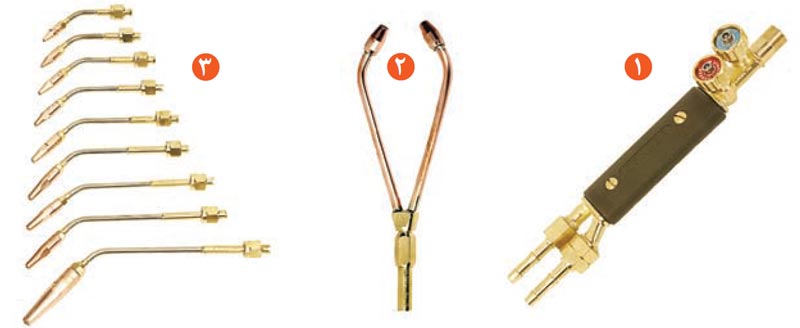
گاز خروجی توسط شیلنگ ها (گاز اکسیژن سبز و ابی و گاز استیلن قرمز و نارنجی از کپسول ها خارج و وارد مشعل میشود جهت تغییر ظرفیت حرارتی مشعل سر پیک های مختلفی بر روی جوشکاری نصب میگردد. این شلنگ ها در سایز های مختلفی از جمله (1-0.5 ) (1-2) (2-4) (4-6) (6-9) میباشد. هر چه قدر ضخامت ورق یا قطعه بیشتر باشد از سرپیک با نمره بالاتر استفاده میگردد. دو عدد شیر بر روی دسته مشعل قرار گرفته که میزان گاز خروجی به وسیله آن تنظیم میشد. مقدار گاز خروجی و نسبت آن 3 نوع شعله را برای کارهای متفاوت برای ما ایجاد میکند که شامل سه دسته زیر است.
- شعله اکسید: مقدار اکسیژن بیشتر از استیلن میباشد. رنگ شعله آبی و طول شعله کوتاه میباشد وجهت جوشکاری مس مورد استفاده قرار میگیرد
- شعله احیا: مقدار استیلن بیشتر از اکسیژن میباشد. طول شعله بلند زرد رنگ و دارای دوده میباشد و جهت جوشکاری فلزاتی از قبیل آلومینیومی و فولاد های پر کربن استفاده میگردد.
- شعله خنثی: مقدار اکسیژن و استیلن برابر است و طول شعله متوسط با رنگ زرد و آبی میباشد. این نوع شعله در جوشکاری انواع فولاد های ساختمانی کاربرد دارد.
عیب یابی انواع جوشکاری استیلن
در جوشکاری چیلر و سردخانه احتمال خرابی سرپیک و ایرادات آن وجود دارد. مهمترین علامت آن با ایجاد صدا پس میزند دلایلی که باعث پس زدن شعله میشود به شرح زیر است
- گرم شدن نوک سر پیک
- کثیف شدن نوک سر پیک که جهت تمیز کردن آن از شابلن آلومینیوم، کشیدن سرپیک روی چوب و کشیدن روی تکه چرم
- نزدیک بودن بیش از حد سر پیک به قطعه کار
- کثیف بودن قطعه کار
- شل بودن نوک سرپیک که باعث کشیدن هوا میشود
- گشاد شدن نوک سر پیک در اثر افتادن و آسیب دیدگی
روش های جوشکاری استیلن

در استفاده از دستگاه اکسی استیلن به روش می توان اتصالات را به یکدیگر متصل نمود.
جوشکاری: در ان روش ابتدا یک حوضچه مذاب در قطعه ایجاد نمود و سپس سیم جوش مورد نظر را در درون حوضچه زده و عمل جوشکاری صورت می پذیرد که بیشتر برای فولاد کاربرد دارد.
لحیم کاری: که به دو صورت سخت و نرم انجام میشود در لحیم کاری نیازی به ذوب شدن قطعه کار ندارد بلکه با گرم کردن آن ذوب نمودن سیم جوش عمل لحیم کاری انجام میشود. در فلزات رنگی بیشتر از این روش استفاده میگردد.
فرق لحیم کاری و جوشکاری این است در لحیم کاری قطعه کار فقط تا دمای ذوب بالا میرود ولی ذوب نمیشود. در جوشکاری قطعه کار نیز ذوب میگردد
جهت انجام جوشکاری صحیح زاویه دست در جوشکاری از سطح قطعه حدود 45 درجه میباشد و فاصله شعله تا حوضچه مذاب 5 میلی متر میباشد. بعد از پایان جوشکاری، مابقی گدازه ها را با استفاده از یک برس یا پارچه نم دار بردارید خلل و فرجی که از چشم به دور مانده اند، نمایان شوند.

روان کار
یک نوع پودر که برای هر سیم جوش که نیاز به روان ساز دارد فرق میکند عملی که روان ساز انجام میدهد
- تمیز نمودن سطح کار
- روان نمدن فلز ذوب شده
این موارد باعث نفوذ بیشتر جوشکاری میگردد.
سیم جوش ها
سیم جوش هایی که معمولا در جوش کاری ها استفاده میگردد به صورت زیر است.
- سیم جوش مسوار: جهت جوش فولاد که نیاز به روان ساز ندارد و روکش مس دارد و باید جوشکاری با شعله خنثی صورت پذیرد
- سیم جوش برنج: جوشکاری یا لحیم کاری قطعات برنجی مسی و فولادی و باید با استفاده از روان ساز صورت گیرد و شعله آن معمولا خنثی به سمت احیا می باشد.
- سیم جوش نقره: برای جوشکاری قطعات مسی فولاد با استفاده از روان ساز و با شعله خنثی
- آلومینیومی: جوشکاری قطعات آلومینیومی سفید رنگ با استفاده از روان ساز در دو نوع خشک و تر و با شعله احیا صورت میگیرد.
- سیم جوش قلع جوشکاری مس، فولاد سفید رنگ و با استفاده از روغن لحیم و شعله خنثی استفاده میگردد
جهت جوشکاری چیلر و سردخانه اتصالات مسی از سیم جوش های مسی بادرصد های نقره استفاده میگردد. سیم جوش ها از 1% تا 35% است.سیم جوشی که نوع بیشتر از آن استفاده میگردد از نوع 2% میباشد یعنی 2% نقره و 98% درصد مس میباشد. مقدار نقره آلیاژ جوشکاری، تاثیر مهمی بر دمای فرایند، خواص جریان آلیاژ جوشکاری، توانایی تحمل بار استاتیکی و دینامیکی و زمان مورد نیاز برای جوشکاری دارد. هر چقدر حجم نقره مواد پر کننده بیشتر باشد، خواص ذکر شده، مطلوب تر خواهد شد. نوع آلیاژ استفاده شده به موقعیت و کاربرد لوله انتقال مبرد بستکی دارد.
- میزان 2 درصد برای کاربردهایی با دمای پایین تر از -20 درجه سانتی گراد
- میزان 5 درصد نقره برای کاربردهایی با دمای پایین تر از -40 درجه سانتی گراد
- میزان 15 درصد نقره برای کاربردهایی با دمای پایین تر از -70 درجه سانتی گراد
جوشکاری سبز یا جوش گاز خنثی
جوشکاری لوله های مسی باعث تشکیل رسوب و اکسید مس در نزدیک نقطه جوشکاری در دیواره های داخلی لوله ها تشکیل میشود. در استفاده از سیستم سرمایش و تهویه مطبوع، مبرد و روغن این لایه های اکسید را بر میدارند. آلودگی ایجاد شده منجر به خرابی کمپرسور، تاخیر زیاد و کار بیشتر در حین نصب میگردد. چرا که فیلترها باید تحت شرایط نامطلوبی تعویض یا تمیز گردد. لذا به جهت جلوگیری از این امر از جوشکاری با گاز خنثی برای جلوگیری از آلوده شدن لوله کشی مسی و انتقال مبرد با رسوب، ضروری است.
بنابراین توصیه میشود که از گاز اکسیژن آزاد و نیتروژن خشک یا گاز فرمیک با نسبت هیدروژن 5 درصد (شامل 95 درصد نیتروژن و 5 درصد هیدروژن است).
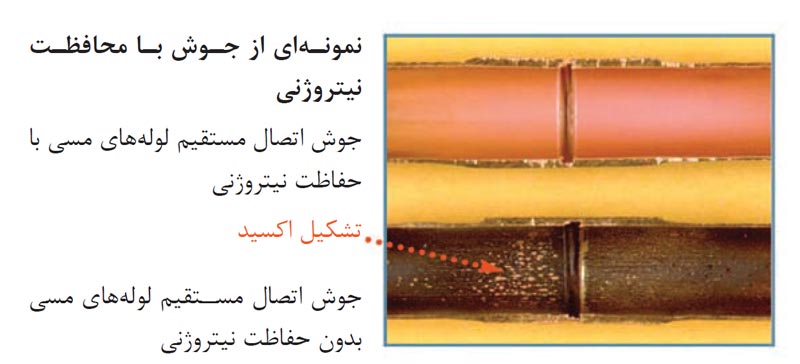
قبل از فرایند جوشکاری، کل مجموعه لوله باید با گاز اکسیژن آزاد و نیتروژن خشک شسته شود و در طی جوشکاری، جریان ملایمی از اکسیژن آزاد و نیتروژن خشک باید در مسیر لوله کشی جریان یابد.